With Hyperspectral Imaging you can reveal an object's hidden information, identify invisible objects and features, and separate similar-looking objects.
Optical sensors, such as your phone camera, emulate the human eye by capturing reflected light in the red, green, and blue (RGB) spectral channels. Sensors form a photograph of RGB pixels that human eyes can process. RGB spectral regions represent the visible light spectrum. Humans use visible light to quickly detect objects' physical properties (size, color, and shape) and their relation (proximity and distance) to their environment.
If we want to know an object’s chemical composition, what it is made of, and other chemical properties, simple RGB channels are not enough. RGB sensors belong to the group of multispectral sensors, which do not have continuous spectral channels but only use a subset of selected wavelengths.
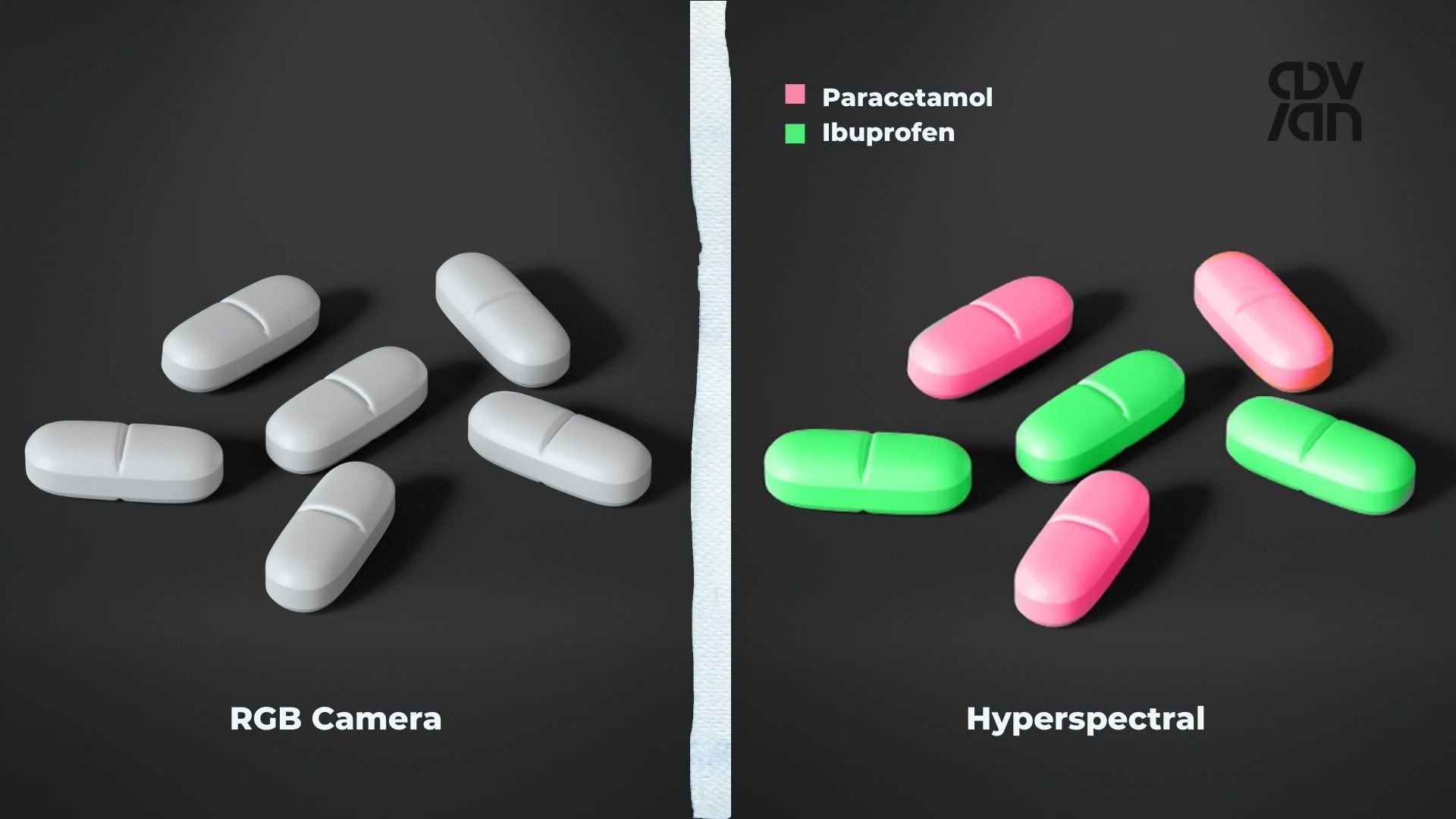
For most applications, multispectral channels are not sensitive enough to accurately identify specific object features. Simply put, the spectral resolution of RGB cameras is too low to detect spectral features or the spectral features are only visible to near-infrared sensors.
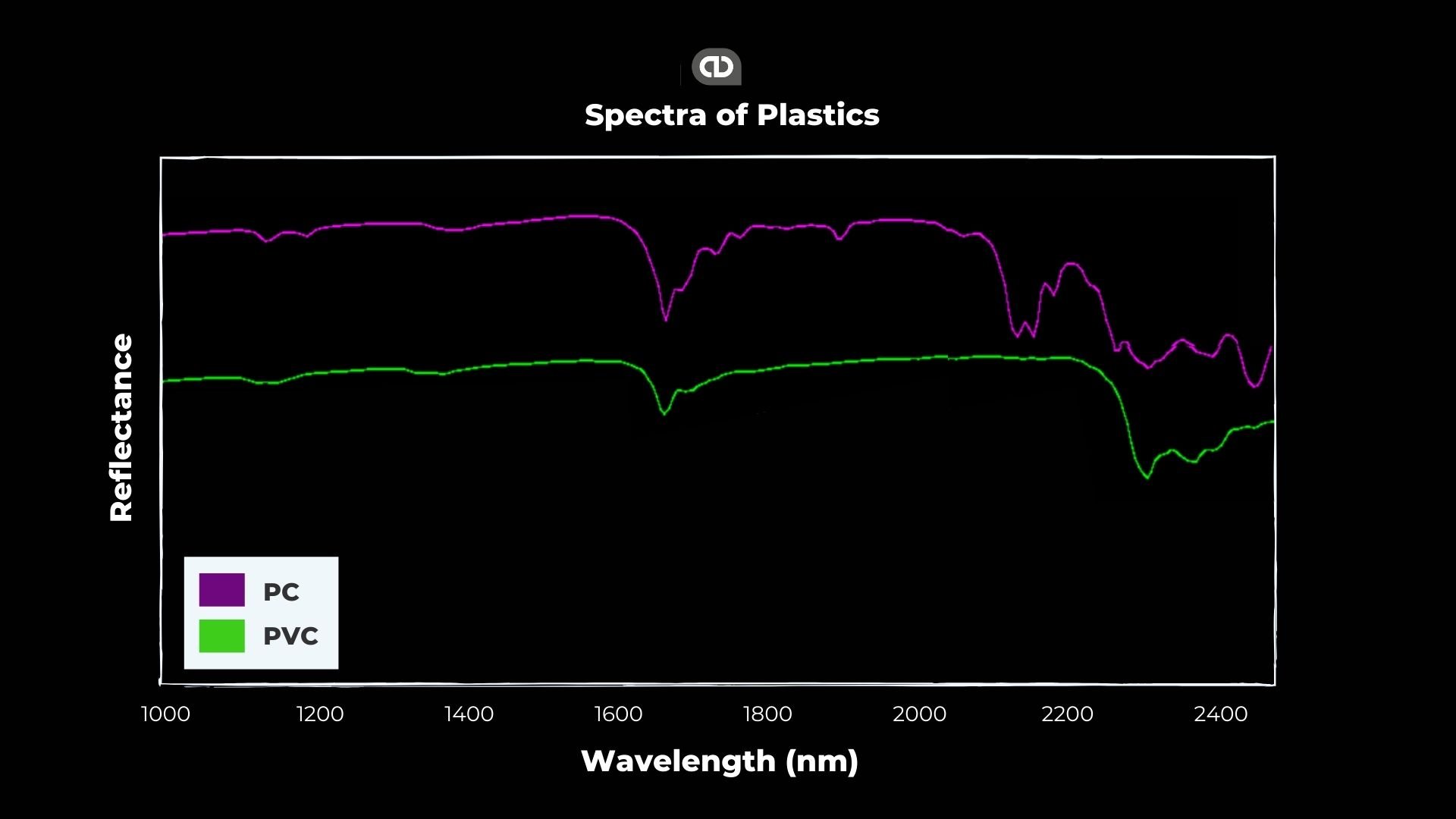
An illustrative spectral profile of two plastics, polycarbonate (PC) and polyvinyl chloride (PVC).
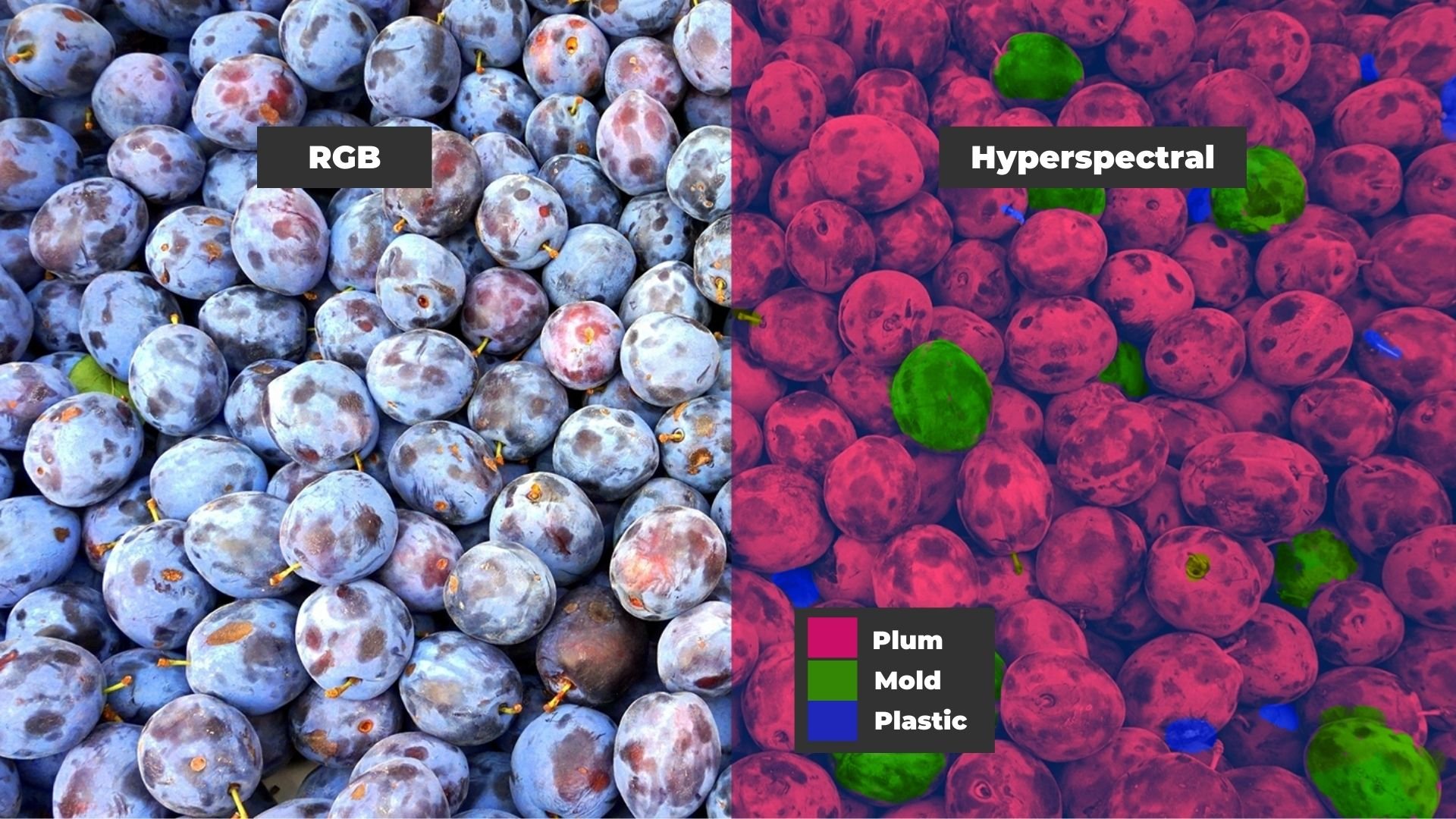
Hyperspectral imaging, however, can reveal an object's hidden information, identify invisible features, and separate similar-looking objects. For example, when thinking about a food production line, the human eye or a normal camera is not accurate enough to detect, if the food package is airtightly sealed. The narrow bands of HSI sensors can detect water content, potential diseases, or chlorophyll content in leaves which are invisible to RGB sensors.
HSI is not just for large academic research projects and corporations.
HSI has been applied in a wide range of applications and industries: to detect rock minerals from airborne images, plant diseases in agricultural crops, eye anomalies in biomedical imaging, foreign materials in food processing, and in surveillance using thermal HSI for detecting hidden enemies.
Sensor prices are rapidly decreasing. The performance-to-cost ratio meets the industry standards, allowing small to medium size companies to invest in automated quality inspection setups. In addition, sensors are becoming more versatile. New sensors are introduced for specific conditions; from lightweight sensors for drones, robust airplane compatible sensors, to sensors for industrial applications requiring real-time data collection.

Limitations of Hyperspectral Imaging
Being able to detect minuscule differences because of chemical differences makes Hyperspectral imaging incredibly powerful. However, there are also limitations.
The amount of data collected with HSI is much larger compared to conventional RGB setups. This increases latency and makes the data slower to process. However, this can be improved by testing, which spectral bands are the best to use in a specific case and then limiting the number of spectral bands from e.g. 128 to 8. That way, HSI is also suitable for fast production lines.
Hyperspectral imaging is useful for applications in which the object of interest can be distinguished by its surface properties. Thus, color matching and finding foreign materials across a product stream make good candidates. Unfortunately, HSI can not penetrate the surface of an object. Applications, where we need to look inside products (such as bone detection in meat processing) do not work.
With hyperspectral imaging, it is possible to detect alien objects in food processing, inspect the food quality on a highly detailed level and identify holes in packaging.
The most common detection methods used for food inspection are metal detectors and x-rays. Metal detectors and x-rays are very good at detecting metal objects, but they lack the ability to detect biological properties such as fat-, water content, or meat tenderness.
To ensure food safety, any foreign material that enters the food processing production line needs to be detected. Traditional food quality inspection includes tedious food sample laboratory testing with results coming back the next day or later.
Other HSI use cases are detection of discoloration, identification of insects, shell pieces, stones, wooden objects between candy, predicting seed and grain protein content, measuring ripeness in fruits, and reducing product waste.
Food manufacturers have implemented hyperspectral sensors to ensure and improve product consistency, and to increase yields by reducing food waste in a systematic, reliable, and data-driven way. In this section, we will present three well-tested applications of Hyperspectral Imaging in the food manufacturing and processing industry.
Check out also this blog: Benefits of Hyperspectral Imaging for Food Quality Assurance
Hyperspectral imaging can be used to inspect food quality with high precision. The reflectance spectra can be used to rapidly assess food quality, such as ripeness, or identify anomalies, such as food molds. HSI can answer questions such as: how much mold is present on food samples, and where the food mold is located.
Hyperspectral Imaging can reach 99% classification accuracy
With hyperspectral imaging, raw material inspections can be automated. Industrial quality inspection of fast-moving objects requires sensors that can operate and make assessments in real-time. A computer vision setup combined with Hyperspectral Imaging (HSI) sensors and machine learning algorithms allows for automatic assessment at high speed and accuracy.

Industrial HSI classification applications often reach classification accuracies above 90%. In combination with object detection methods and pixel clustering, accuracies can reach up to 99%. Industrial HSI setups calculate statistics of the product flow classification. Classification statistics, product quantities, product pass or fail, and other important metrics are logged and can be sent to robots up the stream to automatically remove bad products from the production flow.
Product classification and verification are where Hyperspectral Imaging really shines. The dense spectral information of HSI sensors makes it possible to detect product features, caused by water molecules, and verify correct assembly. Product verification applications can range from detecting mold in food products, detecting counterfeit medicines, detecting plastics, to detecting tree species variation in woodchips.
Computer vision techniques and the use of different sensors are an integral part of the waste- and recycling processing industry.
Waste recycling plants depend on an optimized system of sensors identifying, separating, processing, and managing a wide range of materials. Waste is collected, processed, and recycled by machinery into reusable raw resources, and finally used in consumer products. To optimize the recycling processing chain, waste processing plants separate waste based on quality. Spectral cameras offer a solution to quickly detect plastic types, help in separating and sorting waste and detect hazardous materials in building waste material.
X-rays, gamma rays, and radio frequencies among others have been used to assess biomass quality but they are not safe considering human health. HSI provides a scalable, rapid, and accurate solution to reduce waste and optimize waste management processes.
Plant managers often lack insights into the biomass composition of organic waste (woodchip vs branches vs peat), moisture content, and woodchip tree species type. Woodchips are disposed of on conveyor belts in waste processing plants and then transported to burners to produce gas. Woodchips with too high moisture content increase gas emissions which decrease the burner energy yield. Machinery in downtime can result in hundreds of thousands of euros in annual revenue loss, and the knowledge of moisture content can help to avoid it.
.jpg?width=1920&name=Plumb%20(6).jpg)
We can use HSI sensors and machine learning algorithms to identify and separate waste materials. The near-infrared (NIR) region is ideal for separating waste since organic waste reflects the most light in the NIR spectral region. (The NIR region refers to the 700 and 2500 nanometer spectral region and is very suitable to detect woodchip tree species and moisture content.) NIR radiation is safe for humans and can measure multiple vegetation properties at once. In the recycling industry, Hyperspectral Imaging sensors are used for identifying and sorting types of industrial plastic, polymers, black plastics, and rubber material at high framerates that meet industrial standards. Hyperspectral sensors provide an alternative to the traditional waste detection methods in waste processing plants.