

Reducing warranty costs of Valtra's tractors with Machine Learning
Today's challenges
In today’s competitive world, manufacturers are constantly looking for new ways to optimize their production flow. As consumer wishes keep on evolving and getting more complex, so does the complexity of product manufacturing.
Shortening product life cycles, quicker seasonal trends, and the increasing consumer demand for environmentally friendly produced products require manufacturers to adapt quickly. Consumers expect companies to be transparent in their manufacturing processes.
To ensure the highest product quality, manufacturers invest lots of money in quality control. To this date, most of the quality control is done manually. However, manual inspections are costly, time-consuming, slow, can be unsafe, and human errors can lead to catastrophic events. Human inspection introduces subjectivity when done by multiple inspectors and can result in discrepancies in the assessment. Minimizing such errors is essential to optimize high-quality product flow and reduce losses. This can be achieved by automatic inspection.
Hyperspectral Imaging can reach 99% classification accuracy
With hyperspectral imaging, raw material inspections can be automated. The solution is integrated into the production process and the analysis happens in real-time.
Hyperspectral Imaging is a technology that can be used to analyze an object's chemical composition. It can detect quality deviations in products, identify waste materials, inspect product packaging, and much more. It works like a normal camera, but it can reveal what is invisible to the human eye.
Hyperspectral imaging is based on spectroscopy. The camera collects an image of a target, and the sensor records reflected light from the visible and near-infrared regions in several tens or hundreds of narrow spectral channels, also known as wavelengths. Read more about how Hyperspectral imaging works here.
Industrial quality inspection of fast-moving objects requires sensors that can operate and make assessments in real-time. A computer vision setup combined with Hyperspectral Imaging (HSI) sensors and machine learning algorithms allows for automatic assessment at high speed and accuracy. Industrial HSI classification applications often reach classification accuracies above 90%. In combination with object detection methods and pixel clustering, accuracies can reach 99%. Industrial HSI setups calculate statistics of the product flow classification. Classification statistics, product pass or fail, product quantities, and other important metrics are logged and can be sent to robots up the product stream to automatically remove bad products from the production flow.
The location of the HSI setup in the production line plays an important part.
- If installed at the beginning of the production process, the HSI setup sends feedback to the production processes further along the production line. Detecting product anomalies early can prevent bad products from reaching further stages of the production line, which helps to prevent potential production line failures and additional costs.
- If HSI systems are installed at the end of the production line, defective products can be removed and be prevented from reaching the end-user.
Hyperspectral imaging setups in quality inspection have a wide range of applications. In this article we will focus on 1) Product verification, 2) Flaw detection, and 3) Data-driven decision making.
1) Product verification
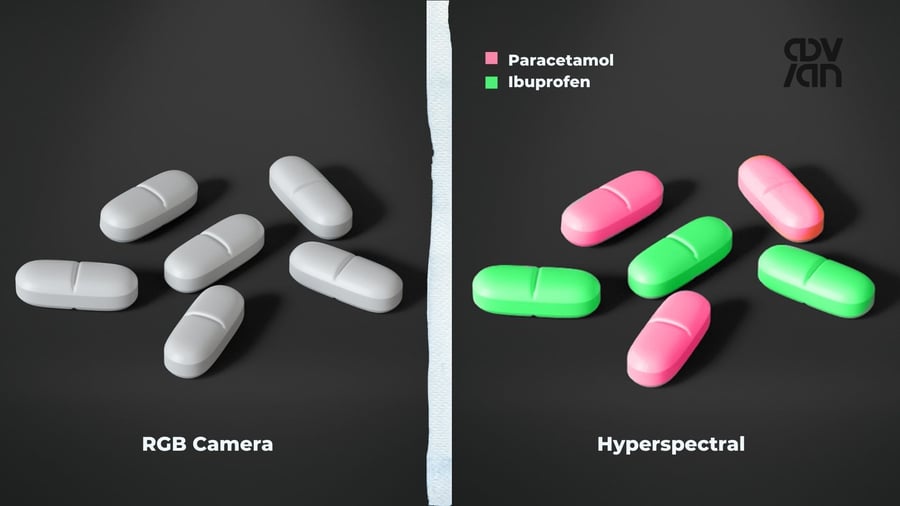
Product classification and verification are where Hyperspectral Imaging really shines. The dense spectral information of HSI sensors makes it possible to detect product features, caused by water molecules, and verify correct assembly. Product verification applications can range from detecting mold in food products, detecting counterfeit medicines, detecting plastics, to detecting tree species variation in woodchips.
2) Product quality flaw detection
Manufacturers often rely on manual quality inspection to deliver the highest quality products. However, manual inspection still leads to undetected product flaws. Undetected flaws can cause major problems down the production line.
Flaws such as contaminations, product cracking, food package leaking, and discoloration can happen randomly. Flaws can happen due to errors in printing, assembly, or problems in the production mechanics. Ensuring that each product meets the set quality standards is extremely important. For example, the car-, chemical-, and textile industries require thorough testing of surface colors to exactly match the predefined color standards. Any deviation in surface color will result in returned products and unhappy customers. Detected flaws can result in entire product batches being discarded resulting in major losses.

Identifying small color deviations, or product features caused by water molecules with the naked eye or RGB cameras is nearly impossible and can only be done with HSI cameras. Hyperspectral imaging can automate tedious human inspection and produce reliable and accurate product inspection, improve product grading, reduce waste, and increase yield.
3) Data-driven decision-making
The processing industry has started to shift to data-driven decision-making. The increasingly competitive landscape and product manufacturing complexity has pushed manufacturers to look for new methods to stay ahead of their competition. Manufacturers have started to incorporate new types of sensors and collect vast amounts of quality inspection data.
Hyperspectral imaging has evolved from the secretive airborne military applications, and laboratory white coat testing environments to the generic manufacturing and factory floors. With decreasing sensor costs HSI setups are now slowly making their way into the production lines.

How to get started with Hyperspectral Imaging?
You may already wonder how Hyperspectral imaging could work as a part of your analytics and quality assurance setup. But where to begin?
Explore opportunities
During the first meeting, we discuss the challenges you have and if Hyperspectral Imaging is a suitable technology for your use case. Once we have found out what the main challenges are, and we see the business potential for an HSI application, we proceed to the solution design phase.
Solution design
The solution design phase is about identifying what resources are needed, creating an initial cost and time estimate, listing all assumptions, identifying the possible outcomes and limitations of the application, and deciding on the best approach to take. We break down each requirement into small easy-to-manage parts and create a well-designed custom plan of action.
Every Advian project follows a procedure, which includes: 1) Proof of concept, 2) Production environment testing and 3) Full-scale deployment in the production environment. Based on your needs, Advian will come up with a plan that includes our strategy, a detailed cost analysis, deliverables, and a schedule.
Proof of concept
During the proof of concept (PoC) phase, we do a quick feasibility study in a laboratory-style setting. The PoC phase is a relatively inexpensive way to quickly understand the major challenges and overall project feasibility. We generate quick results and have performance metrics that will give you a go or no go on the project.
Production environment testing
When the results of the PoC show project feasibility, we continue to the next phase. This phase involves the testing of collecting spectra of high-volume samples at high speed in a production-like environment. This phase gives us the opportunity to optimize algorithms and understand the biggest challenges of the HSI setup, working at full speed and with a variety of samples. The results of the high-volume sample statistical testing will provide you with accurate performance metrics. We will provide you with a detailed report including a performance report and cost analysis, which allows you to make a well-informed decision on how to proceed.
Full-scale deployment
The final phase is the full-scale deployment phase. During this phase, we will make sure all the hardware and software are robust and thoroughly tested. The final installation on factory machines or conveyor belts will be done with your own technicians and/or by a certified third party. If required, we will build a user-friendly custom monitoring dashboard based on your needs with summary statistics and other important metrics to enable continuous monitoring.
Running the solution in a production environment will create insights impossible to get anywhere else, which will help you to improve the solution even further. At this stage, we can validate the original business case and create a scale-up and development roadmap for the future.
The last thing to do is to capture the full business value by scaling up the solution in your operations. We will provide needed training or maintenance services, so you can focus on running your business.

Would you like to hear more about the possibilities of Hyperspectral imaging?
You might already have some ideas, how to improve your quality assurance processes with hyperspectral imaging. Let's discuss them together! Below, you can book a free consultation with our experts. 👇

Learn more about our Smart Factory solutions
Smart Factory enables intelligent automation of your factory.



